1. How does MIM compare to other manufacturing techniques?
Metal Injection Molding is inherently positioned to manufacture high-volume complex metal components net shape that fits in the palm of your hand. MIM is available for many common alloys as well as unique alloys developed for specific applications. For simple geometries other manufacturing techniques like press-sinter, turn parts, and stamping can produce components more cost-effectively. However, when MIM is compared to high volume machining of complex geometries or applications where high mechanical properties are required, MIM is the most cost-effective option. Because of the processing capabilities of the injection molding machines, MIM is also well positioned to produce micro-sized components less than 1 gram in mass where other manufacturing techniques struggle.
2. When is MIM the best value?
When comparing manufacturing processes, you must have a target payback period set for the upfront tooling and qualification investment. MIM is a highly scalable manufacturing process dependent on a single up-front investment in tooling. Tooling can produce millions of components with relative ease. Customers rely on a supplier’s equipment infrastructure which includes injection molding machines and sintering furnaces. Because of the investment in tooling and the capital equipment costs, MIM provides the greatest value when annual volumes approach 5,000-10,000 pieces depending on component size.
The overarching drivers of component cost are equipment cycle time, furnace utilization, and secondary operations. Raw material constituent costs play a more variable role in MIM processing which also includes alloy selection, geometry, and other specifications. Manufacturing economies of scale are achieved as component volume increases.
3. What makes a good MIM part?
A good MIM part always starts with proper alloy selection. MIM can produce a wide variety of common and exotic alloys except for non-ferrous metals like Zinc, Aluminum, and Magnesium. MIM components generally fit in the palm of your hand and weigh less than 100g with the average being approximately 15 grams. MIM parts generally have walls thicker than .010” with complex features on multiple axes.

4. Lead-time
Lead times for the qualification of MIM components depend on the time required to build the tooling and the component process validation. For components with average complexity built in a two-cavity tool, the lead-time for qualified first article components typically range from 10-14 weeks.
5. Difference between ProtoMIM® and MIM
Metal Injection Molding is best suited for high-volume production. However, APP needed to address a growing problem in the marketplace. Because of the significant and long lead times associated with the qualification of MIM tooling, engineers needed a rapid low-cost option to get real MIM parts in their hands. ProtoMIM® was developed to address this problem. ProtoMIM® is a low-cost rapid tooling option used to produce real production representative MIM components in as little as 4-6 weeks. This allows engineers to test their design and make iterations before building production tooling.
6. Metal 3D Printing –What is PrintAlloy?
Printalloy® is APP’s proprietary metal 3D printing prototype technology. Printalloy® uses the binder-jet 3D printing technique to print “MIM” parts without the need to invest in tooling. This rapid prototyping option can produce a small batch of metal components with mechanical properties close to that of production MIM components. This process uses the same sintering furnaces and profiles so APP engineers can use this technology to test configurations during qualification.
7. How does MIM performance compare to wrought product?
MIM closely approximates the physical properties of a wrought product. Depending on the alloy and raw material powder size, MIM can achieve 96%-97% density. If required, secondary operations such as hot isostatic pressing may be used to raise density to 99%. In most applications, MIM properties are practically indistinguishable from components derived from other manufacturing processes in terms of mechanical behavior.
8. What feedstock do we use?
Feedstock selection is paramount in developing a MIM manufacturing process. Most MIM manufacturers lack the technical ability to formulate and manufacture their own feedstocks thereby requiring the utilization of commercial off-the-shelf powers. However, this strategy does not give the user full control of their process. At APP, our high quality is derived from our metallurgical expertise and the ability to manufacture feedstocks in-house. This gives us ultimate control of raw materials and MIM processing as well as lowering supply chain risk for our customers.
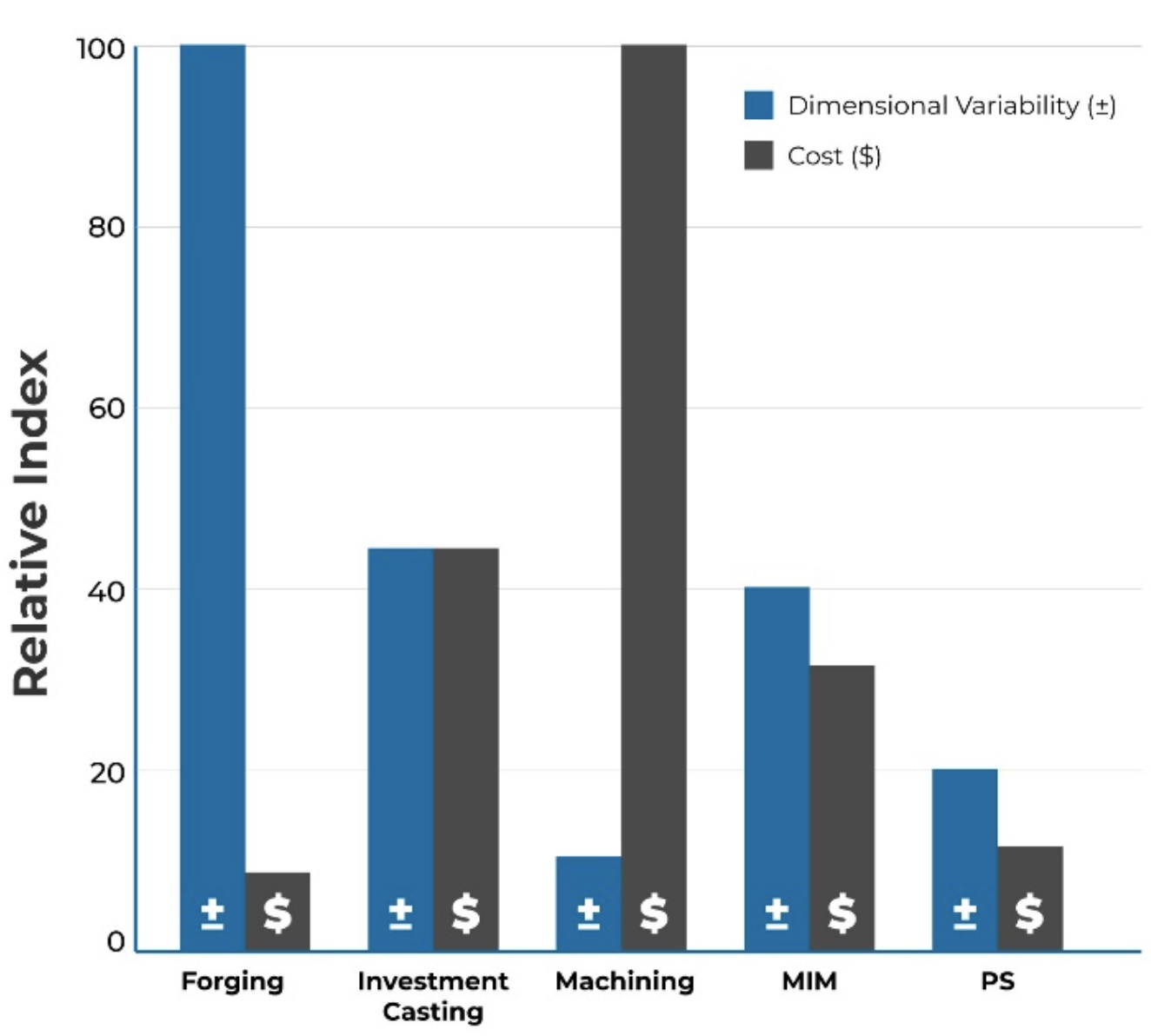
9. What is the tolerance capability of MIM?
The goal of MIM is to produce production-capable components at net shape. Universally the MIM process incorporates a designed average shrink percentage of roughly 20% from the as-molded state to the as-sintered state. Even with the shrink, MIM is a highly repeatable process. As a rule of thumb, MIM can be capable if the specification tolerance is within +/- .2%-.5% of the dimension. However, because MIM inherently focuses on complex geometries in applications that require high precision, post-sinter operations must be performed to dial in critical to function dimensions. The chart below depicts how MIM stacks up with other manufacturing techniques.
10. What secondary operations are involved with MIM?
After sintering MIM parts, secondary operations may be performed to complement or enhance critical to function dimensions, increase mechanical properties, and improve surface appearance. These operations (might) include heat treating, reaming, coining, machining, and hot isostatic pressing (HIP).