A version of this article was first published in Medical Device Development 2021 Vol. 2
Medical device manufacturers are constantly looking for ways to innovate to provide life-saving solutions to compete in a global marketplace. As pressures constantly drive the need for innovation, the primary tendency is to focus on innovating the product and less so on innovating the methods in which the product is made. Metal injection molding has garnered significant momentum over the past decade, but many engineers are still hesitant or unfamiliar incorporating MIM into their designs for this innovative manufacturing process over conventional processes they are accustomed to, such as CNC machining.
Metal injection molding (MIM) has many advantages over CNC machining, including material flexibility, scalability, design freedom, and most importantly component cost. Realizing the cost advantages of MIM requires a strategic approach to component design. Once a part is designed for machining or another manufacturing process it is often too late to switch and realize the benefits of MIM.
How MIM Works
Metal Injection Molding works like micro injection molded plastics, but uses metal powders mixed with polymers to form parts. The tooling and equipment used to process MIM components are virtually identical, and engineers accustomed to plastics will see synergy. The comparison between plastic and MIM molding is that the MIM process requires additional steps which are unique and predicated more upon the technology capabilities of the processor rather than established industry practices. The MIM process is very much a science and the best MIM processors use the scientific process of creating a hypothesis, which in the case of MIM is characterized as a specific set of principles to designed experiments around that lead to the creation of stable and scalable production process. These include feedstock compounding, injection molding process itself, catalytic or solvent debinding, sintering, and secondary processing. Each processing stage must be fully characterized when designing a sustainable MIM part.
The metal injection molding process can manufacture a wide variety of materials and alloys. Once a MIM material is selected, the MIM process starts with formulating MIM feedstock, a combination of fine metal powders and binders, such as waxes and different polymers. Once cooled, the feedstock is granulated into pellets to prepare for injection molding. To ensure reliability and repeatability during processing, the feedstock compounding process is tightly controlled.
The MIM sintering stage occurs when the molded parts are placed in a high-temperature furnace. The part is heated near its melting point, all the remaining binder is completely removed, and the metal particles are bonded together. The part then shrinks and densifies, and the final strength and geometry of the metal part are formed. This stage is where part geometry is most important. Because the molded part is heated near its melting point and shrinks up to 20%, gravity greatly impacts the component. For this reason, component designers must consult with MIM experts to factor the shrink and distortion into the form, fit, and function. This can be easily overcome with the use of sintering fixtures and dimensional capability remains excellent with tolerances plus or minus a half a percent on average.
What Makes a Good Medical MIM Part?
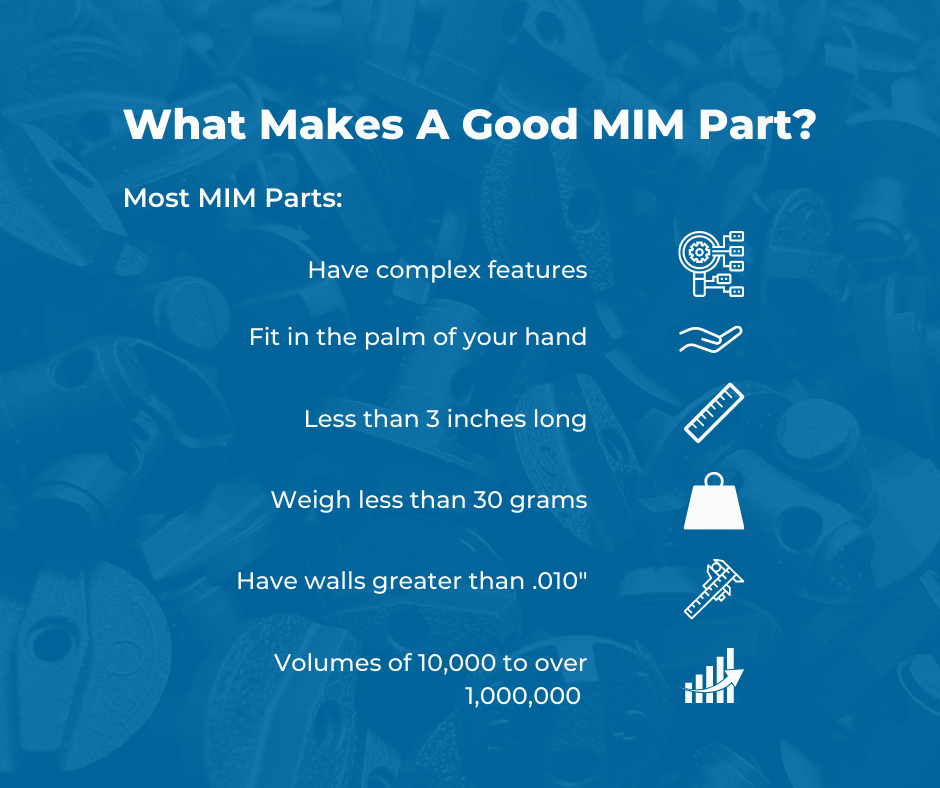 When evaluating and designing a component for metal injection molding, one of the most common questions asked is “what materials can you MIM”? A good MIM part is typically made from ferrous alloys such as carbon steels, stainless steels, and tool steels. If a material has a high enough melting temperature and the powders are available in the appropriate size it can most likely be utilized by metal injection molding. This rules out non-ferrous alloys such as Zinc and Aluminum.
When evaluating and designing a component for metal injection molding, one of the most common questions asked is “what materials can you MIM”? A good MIM part is typically made from ferrous alloys such as carbon steels, stainless steels, and tool steels. If a material has a high enough melting temperature and the powders are available in the appropriate size it can most likely be utilized by metal injection molding. This rules out non-ferrous alloys such as Zinc and Aluminum.
Medical device engineers need to ensure alloys will pass FDA and biocompatibility testing. Fortunately, MIM can process a wide variety of nickel-based and cobalt-chrome alloys that are widely accepted and have a documented track record within the FDA.
After material selection, the first characteristic to consider when is designing around metal injection molding is component mass. The mass of a good MIM part is typically under 30 grams with the average being 5-15 grams. The rule of thumb for the size of a MIM part is that it should fit in the palm of your hand. MIM parts can vary from 2mm long to 150 mm long - with the average being around 25mm long.
What is micro metal injection molding? A question often asked by medical device design engineers. Micro metal injection molding focuses on components that weigh less than a gram and have distinctly intricate features. When designing and manufacturing micro MIM components heightened awareness must be placed on tooling strategy as well as feedstock and material selection. Micro components require special feedstocks designed to properly mold small features. MIM producers that have in-house feedstock formulation and material expertise are well-positioned to tackle micro components.
What to Consider When Designing a MIM Part?
Wall thickness can be a larger concern with Metal Injection Molding when compared to other forms of manufacturing. This is due to alloy material mold flow properties. Walls much smaller than .010 inches will have a difficult time filling and packing completely. This is due to high shear forces limiting flow and/or air entrapment. While on the subject of wall thickness, a good MIM part will also have a relatively uniform wall thickness throughout the part. If a part has drastically different wall thicknesses, then the thinner features will sinter sooner than the thicker areas – causing distortion. A way to alleviate this issue is to core out the thicker areas of the part.
A good MIM part will rely on radius corners rather than sharp corners. Sharp internal corners are undesirable because the material can pull a void in those areas during the injection phase. Additionally, Sharp external corners in the part require a sharp internal corner in the tooling, which is very difficult and costly to produce. As a rule of thumb, avoid designing a part with an edge radius smaller than .005 to .006 inches.
Like plastics, a good MIM part can still have undercuts and threads. However, these do require more complicated tooling. The tooling will need to have cams or side actions to form undercuts. They slide into place before the mold closes and slide out of the way before the part ejects from the tool. As one might expect, this also increases the cost of the tool; however, in macro terms, the return on investment is better than having each part machined secondarily to make the undercut – especially at higher unit volumes. Threads can be integrated into the tool, but there needs to be “flats” on the sides of the threads to accommodate a flat parting line.
MIM vs Machining
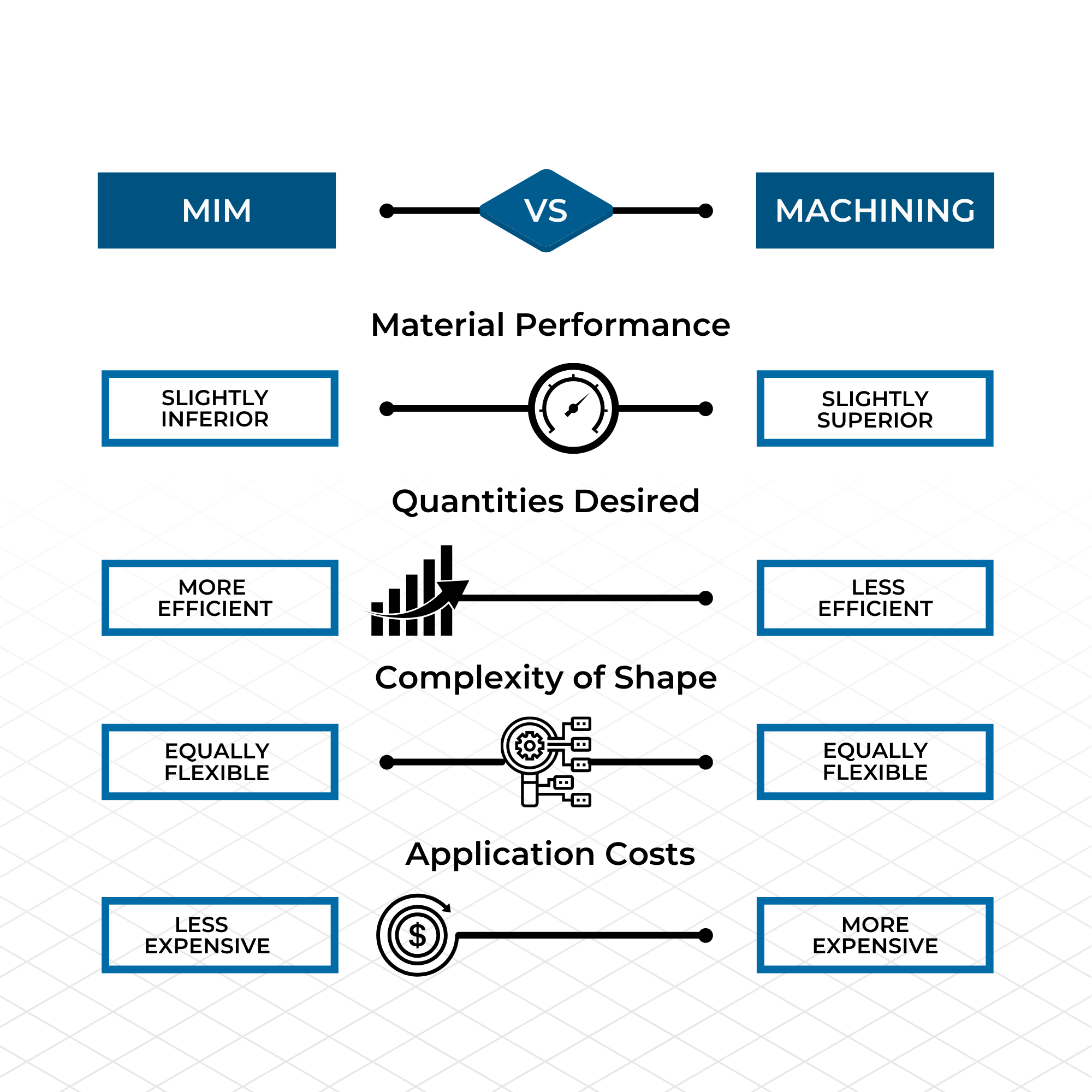 Assuming that the availability of programming, machine and labor inputs are in que, machining might seem like the most appropriate process methodology for small precision metallic components. Vying for additive manufacturing in terms of speed to market, including prototyping, CNC machining is a strong contender. When considering a machined approach such things as tool/fixturing/work holding requirements are often significant constraints especially as part complexity increases. The harder the Rockwell the more difficult machining becomes as feeds/speeds need to be dialed back. The most advantageous aspect MIM brings is the ability to scale the process up into a repeatable, consistent, and high tolerance product process especially as the component complexity escalates. In terms of value, MIM provides a significant cost advantage of CNC machining once production requirements get into the thousands.
Assuming that the availability of programming, machine and labor inputs are in que, machining might seem like the most appropriate process methodology for small precision metallic components. Vying for additive manufacturing in terms of speed to market, including prototyping, CNC machining is a strong contender. When considering a machined approach such things as tool/fixturing/work holding requirements are often significant constraints especially as part complexity increases. The harder the Rockwell the more difficult machining becomes as feeds/speeds need to be dialed back. The most advantageous aspect MIM brings is the ability to scale the process up into a repeatable, consistent, and high tolerance product process especially as the component complexity escalates. In terms of value, MIM provides a significant cost advantage of CNC machining once production requirements get into the thousands.
Why Consult with a MIM expert?
The overarching issue most design or manufacturing engineers make, when approaching a micro metal component requirement, is overlooking MIM entirely. As outlined earlier, MIM is a relatively new process that is often incorrectly associated as a sub-niche within the context of pressed powdered metals – this is an errant assumption. The technology, from alloy formation through the vacuum sintering phase, differs entirely from any other metallic net shape processing. Successfully working with the MIM process requires collaboration between the device designer and the technology participants at the suppler. The technical competency of the MIM provider will quickly ascertain if any given design will successfully work in the MIM process.