 Defining or determining the most efficient processing methodology for precision metal components, within the 5–300-gram mass weight range, requires a thorough examination of the most prevalent and accessible manufacturing techniques. Complicating this analysis is the application prototyping necessity as well as production volumes that can range from hundreds into millions. Hopefully, this brief process overview will answer some of these basic approaches, especially for an audience not completely familiar with metal injection molding (MIM) or as a refresher for those currently using MIM.
Defining or determining the most efficient processing methodology for precision metal components, within the 5–300-gram mass weight range, requires a thorough examination of the most prevalent and accessible manufacturing techniques. Complicating this analysis is the application prototyping necessity as well as production volumes that can range from hundreds into millions. Hopefully, this brief process overview will answer some of these basic approaches, especially for an audience not completely familiar with metal injection molding (MIM) or as a refresher for those currently using MIM.
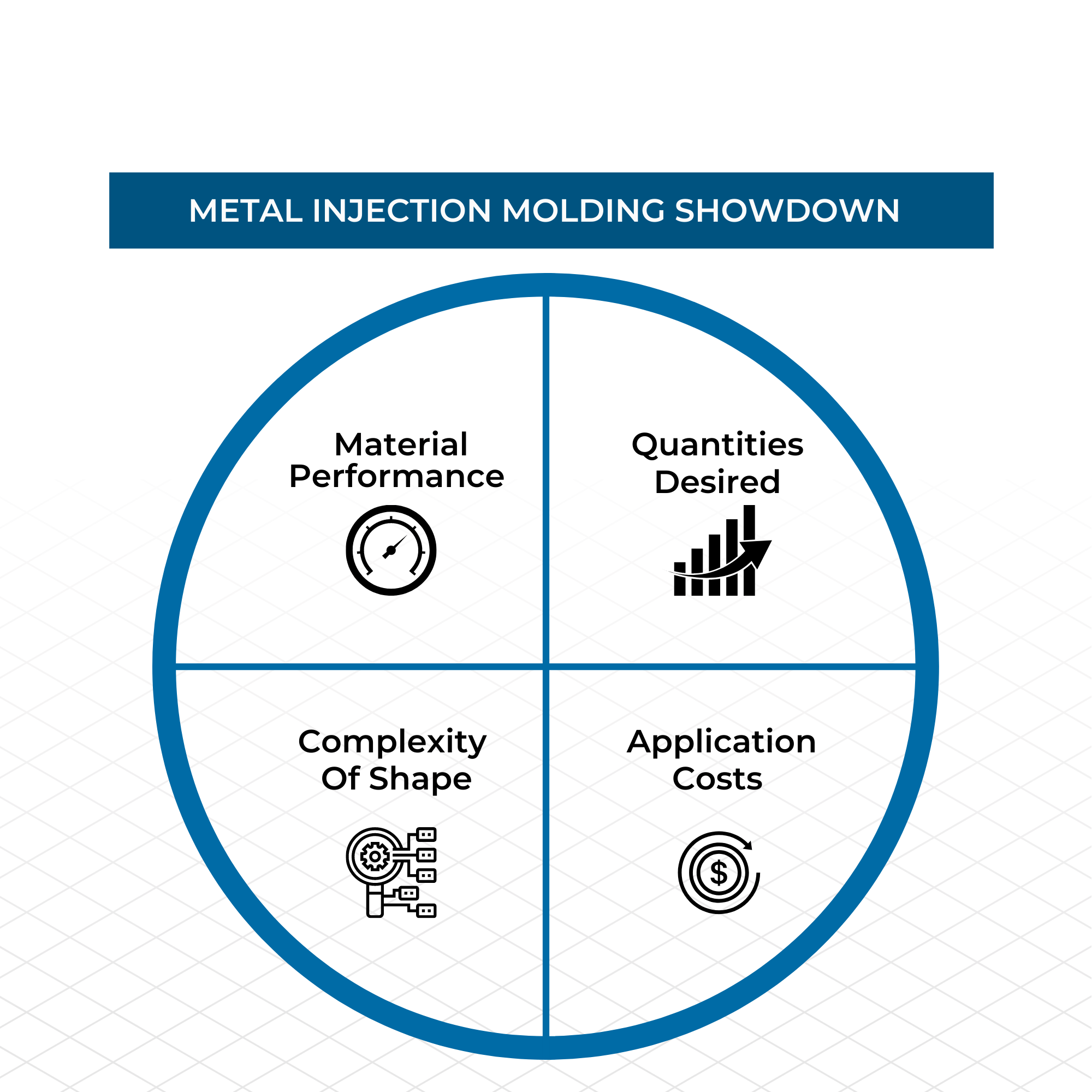
The traditional intersecting circle graph, or Venn diagram, has served countless industries as a great visual tool for determining the “sweet spot” for just about any application, including metal injection molding. Textbooks have been written outlining each individual process, so we will keep our perspective basic and general. For illustrative purposes, we will use these four defining attributes for most MIM applications: performance, quantity, complexity, and application costs.
As we move into the comparative analysis of available processing methodologies, we will seek to benchmark each process against those four constraints. Therefore, the assumption will be that the application ranges from semi-complex to complex in geometry, needed in quantities in the thousands and higher, incorporates alloys such as stainless, tool steels or possibly Bioimplantable, all the while delivering the appropriate value proposition. The overarching assumption will also include the mass weight targets as mentioned earlier.
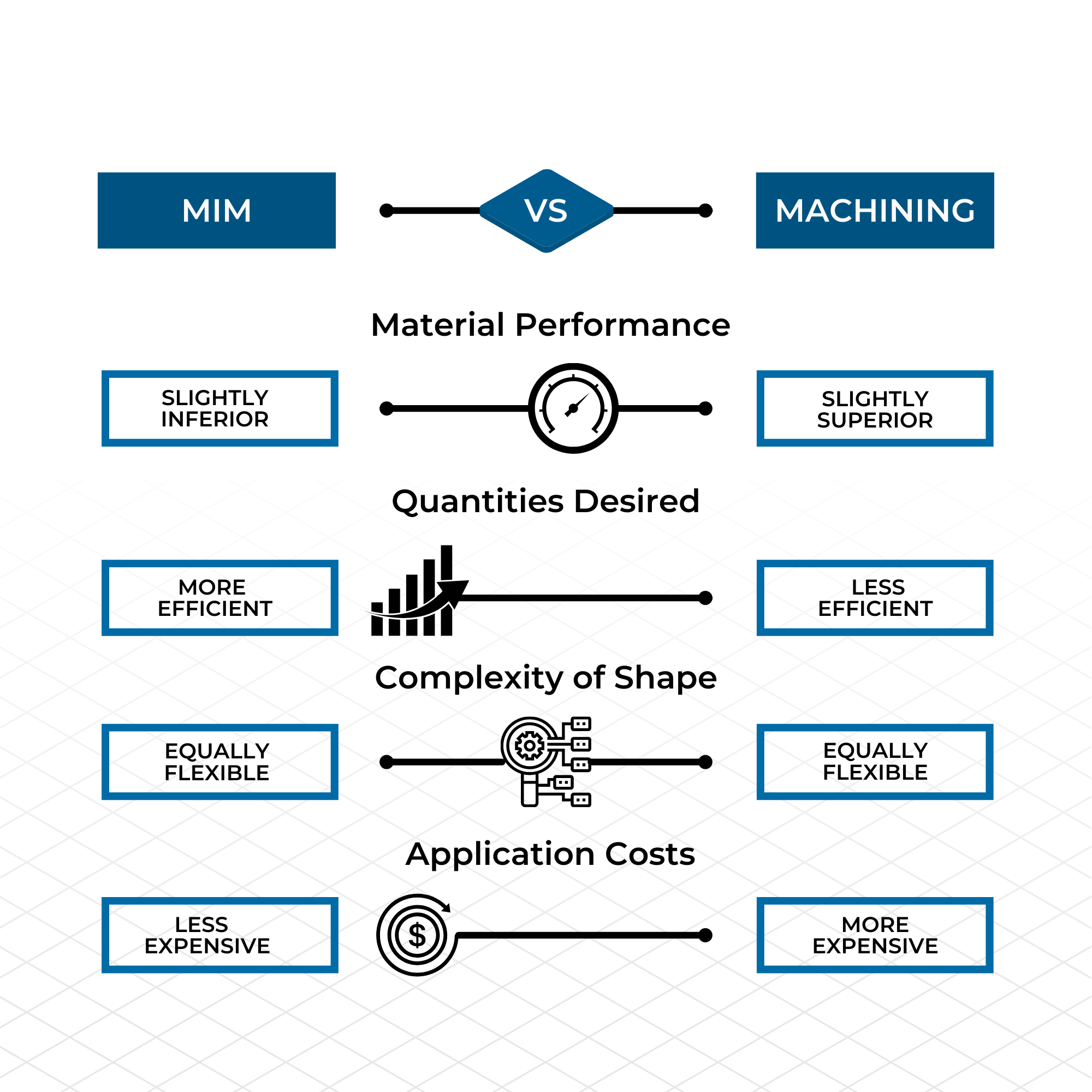 Assuming that the availability of programming and machine and labor inputs is present, machining might seem like the most appropriate process methodology for small precision metal components. Competing with additive manufacturing in terms of speed to market, including prototyping, CNC machining is a strong contender. When considering a machined approach, such things as tool, fixturing, and work holding requirements are often significant constraints, especially as part complexity increases. The higher the Rockwell hardness, the more difficult machining becomes as feeds/speeds need to be dialed back. Using the four conditional aspects previously listed, the following should be concluded with respect to machining:
Assuming that the availability of programming and machine and labor inputs is present, machining might seem like the most appropriate process methodology for small precision metal components. Competing with additive manufacturing in terms of speed to market, including prototyping, CNC machining is a strong contender. When considering a machined approach, such things as tool, fixturing, and work holding requirements are often significant constraints, especially as part complexity increases. The higher the Rockwell hardness, the more difficult machining becomes as feeds/speeds need to be dialed back. Using the four conditional aspects previously listed, the following should be concluded with respect to machining:
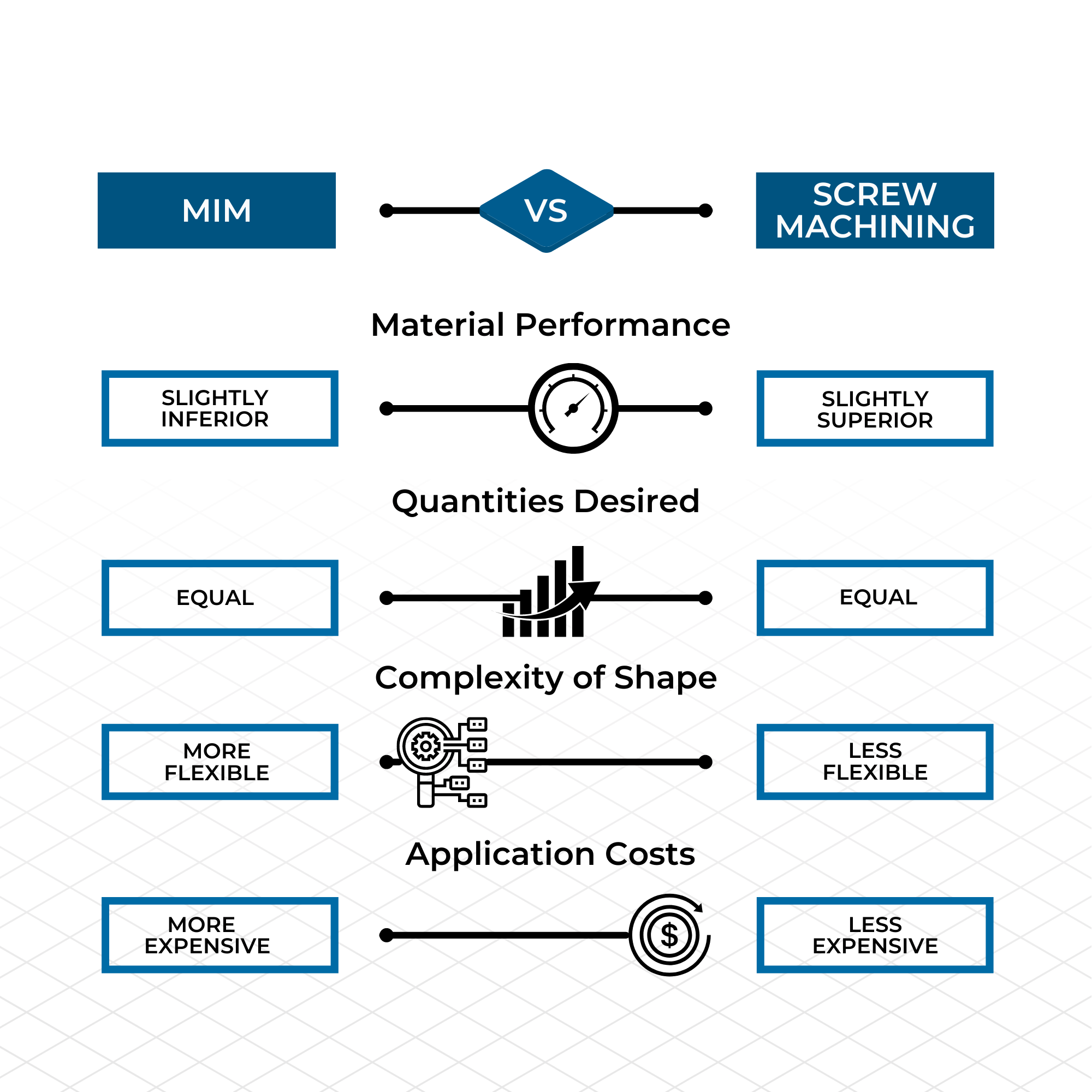 The well-known and familiar efficiencies of screw machining warrant a separate category, because they offer a significant comparison point to MIM. Many times, applications are presented that quite frankly are best suited for screw machining within specific parameters, which we will outline. One major advantage screw machining has at the outset is the low, if any, requirement for tooling. Such things as specific tool holding and machine fixturing, including post machining apparatus, are typically integrated and amortized into the unit piece price.
The well-known and familiar efficiencies of screw machining warrant a separate category, because they offer a significant comparison point to MIM. Many times, applications are presented that quite frankly are best suited for screw machining within specific parameters, which we will outline. One major advantage screw machining has at the outset is the low, if any, requirement for tooling. Such things as specific tool holding and machine fixturing, including post machining apparatus, are typically integrated and amortized into the unit piece price.
As in any comparative analysis, especially when evaluating Screw/Swiss machining, numerous options need to be evaluated. Everything from 5-axis Davenports to fully CNC units such Star or Citizen, a plethora of options exist in the universe of screw machining. From a purely technical objective, screw machines and Swiss turn are not the same, but in terms of functionality, we will group them together for sake of brevity in comparisons against MIM.
Once the screw machine is set up, the machining steps are extremely fast and uniform in terms of quality and repeatability – often in the 1-2 second range through the incorporation of multi-spindle units. The single largest constraint to swiss machining is tool wear. In terms of complexity, parts can be quite detailed as well as precise but not as precise as exists in the world of MIM processing. Surface finishes tend to be better on Swiss machines compared to screw. The availability of alloy bar stock limits the optimization of screw machining usually up to 2” in diameter. Burrs are often a by-product of screw machining which necessitates a secondary finishing step. Initial prototyping or low volume production quantities are not recommended for screw machining. The efficiencies afforded by screw or Swiss machining come via long unit production runs where set up/change over is minimized.
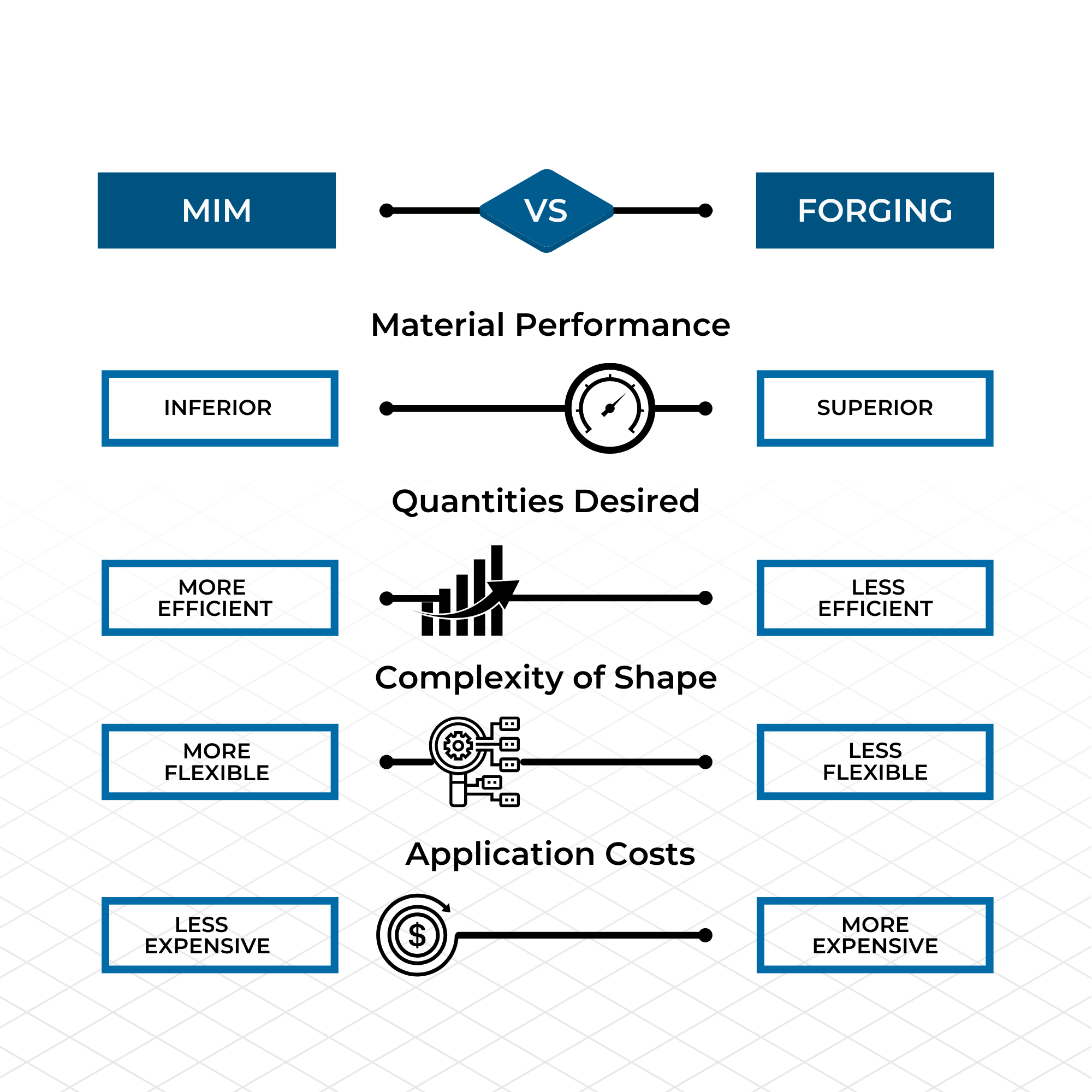 Forging can be another alternative approach for small precision components. Through the incorporation of powdered metal preforms or forming from the solid-state pre-condition, such as a casting, forging is a process capable of yielding unique properties and enhanced performance. The underlying feature of the forging process is to disperse impurities and improve the metallurgical properties of a given component. Many processes often compare themselves to the wrought properties that forging exemplifies. Part complexity is a significant detrimental attribute when considering the forging process. Forging is also extremely harsh and destructive on tooling. Part geometries should be basic when thinking about moving forward with a forging.
Forging can be another alternative approach for small precision components. Through the incorporation of powdered metal preforms or forming from the solid-state pre-condition, such as a casting, forging is a process capable of yielding unique properties and enhanced performance. The underlying feature of the forging process is to disperse impurities and improve the metallurgical properties of a given component. Many processes often compare themselves to the wrought properties that forging exemplifies. Part complexity is a significant detrimental attribute when considering the forging process. Forging is also extremely harsh and destructive on tooling. Part geometries should be basic when thinking about moving forward with a forging.
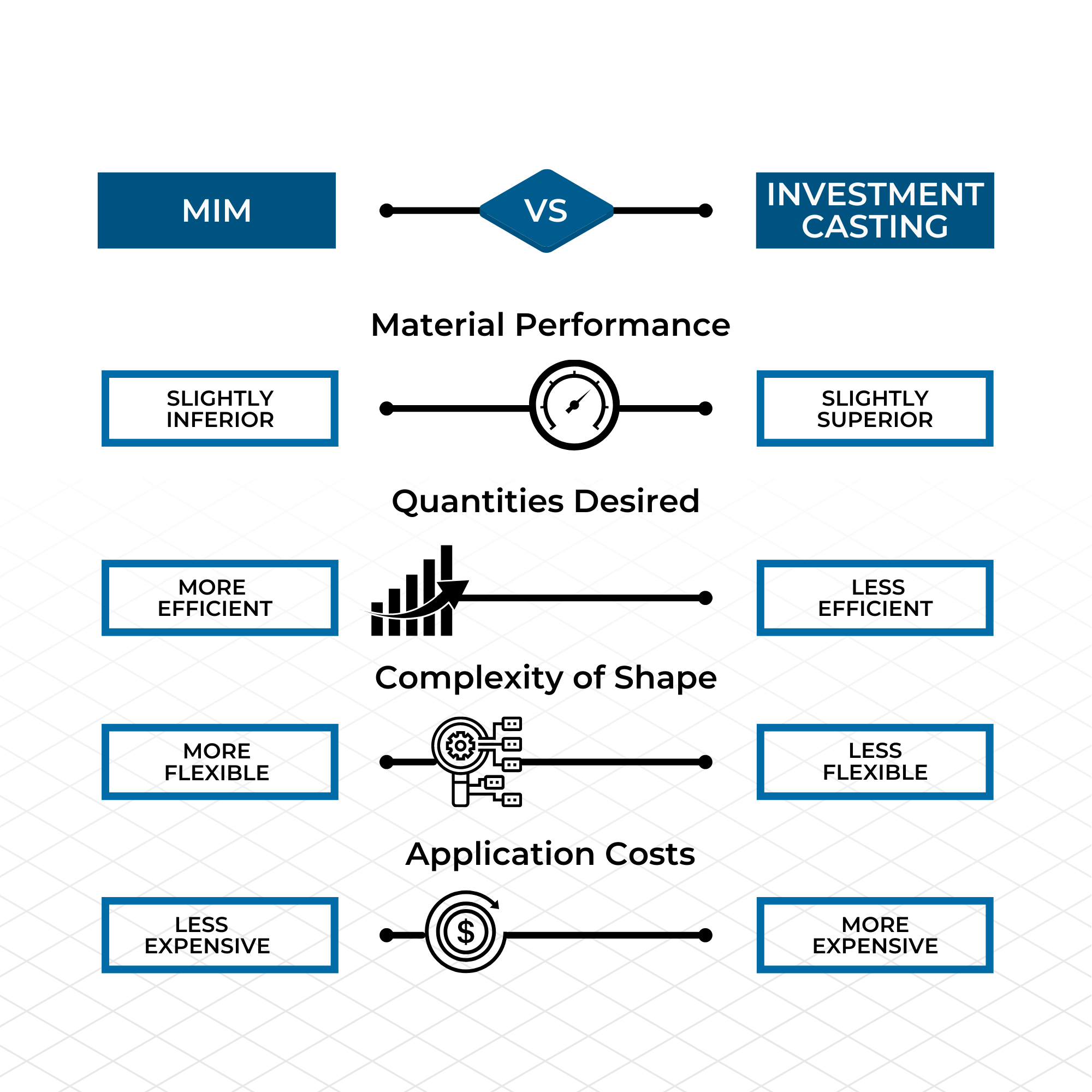 Within the context of casting there are several sub-groupings including die casting, sand casting, shell, permanent mold and investment. Probably one of the oldest is investment casting - which is also correctly referred to as lost wax casting. In the investment casting process, a wax profile or outline of the part is created which is then coated with a ceramic slurry. This ceramic coated wax form is then heated to melt out the wax. Molten metal is then poured into the hollowed-out form recreating the original wax preform. Once solidified after the metallic pour the ceramic shell is then removed leaving a finished component.
Within the context of casting there are several sub-groupings including die casting, sand casting, shell, permanent mold and investment. Probably one of the oldest is investment casting - which is also correctly referred to as lost wax casting. In the investment casting process, a wax profile or outline of the part is created which is then coated with a ceramic slurry. This ceramic coated wax form is then heated to melt out the wax. Molten metal is then poured into the hollowed-out form recreating the original wax preform. Once solidified after the metallic pour the ceramic shell is then removed leaving a finished component.
One overarching attribute of investment casting process is the ability to produce higher mass weight products when compared to MIM. Turbulence created in the pouring phase can produce voids or possible porosity. Another potential liability is alloy separation since this is a poured product. Part complexity is often quite good but not as effective as MIM.
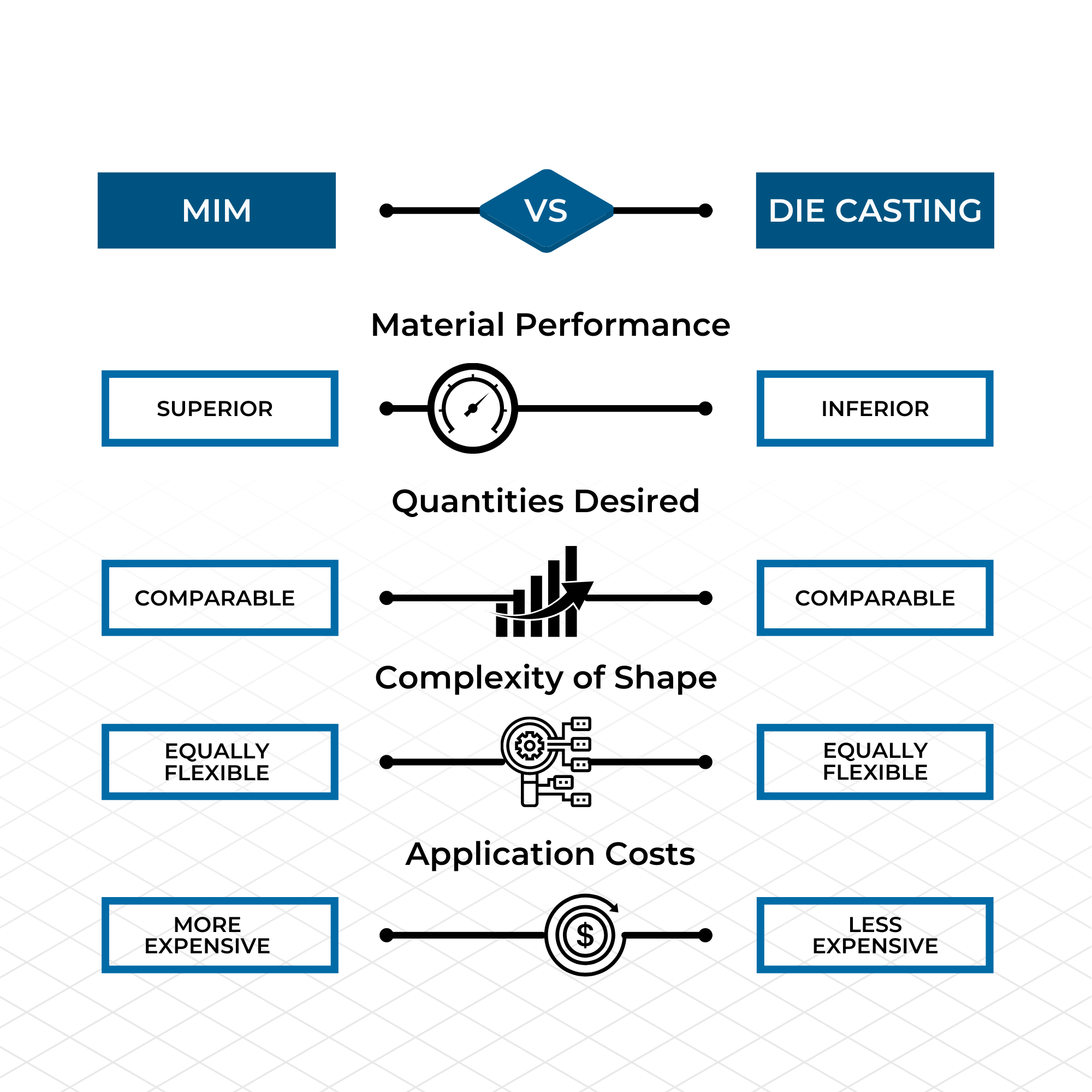 At first glance die casting might appear somewhat equivalent to MIM processing. Within die casting there exists a number of sub-groupings such as low pressure, permanent mold and gravity die casting. The constant in these is that pressure is used to consolidate the net shape and each approach incorporates various pressure parameters – from gravity to high. Regardless of the sub-grouping, die casting utilizes a metallic mold into which molten metal is forced creating a part.
At first glance die casting might appear somewhat equivalent to MIM processing. Within die casting there exists a number of sub-groupings such as low pressure, permanent mold and gravity die casting. The constant in these is that pressure is used to consolidate the net shape and each approach incorporates various pressure parameters – from gravity to high. Regardless of the sub-grouping, die casting utilizes a metallic mold into which molten metal is forced creating a part.
Some of the same encumbrances, as in investment casting, also reside within die casting. There is the possibility of the metal to become contaminated during the liquification stage. All processes encounter shrinkage, as the metal cools down, which can distort critical dimensions, or alloy disassociation. Castings typically have exceptional compression properties but inferior torsional and tension capabilities. Die casting alloys are typically limited to non-ferrous alloys such as Zinc or Aluminum which have inferior mechanical properties. Die casting requires investments in metallic molds and post casting fixturing to achieve certain desired component attributes.
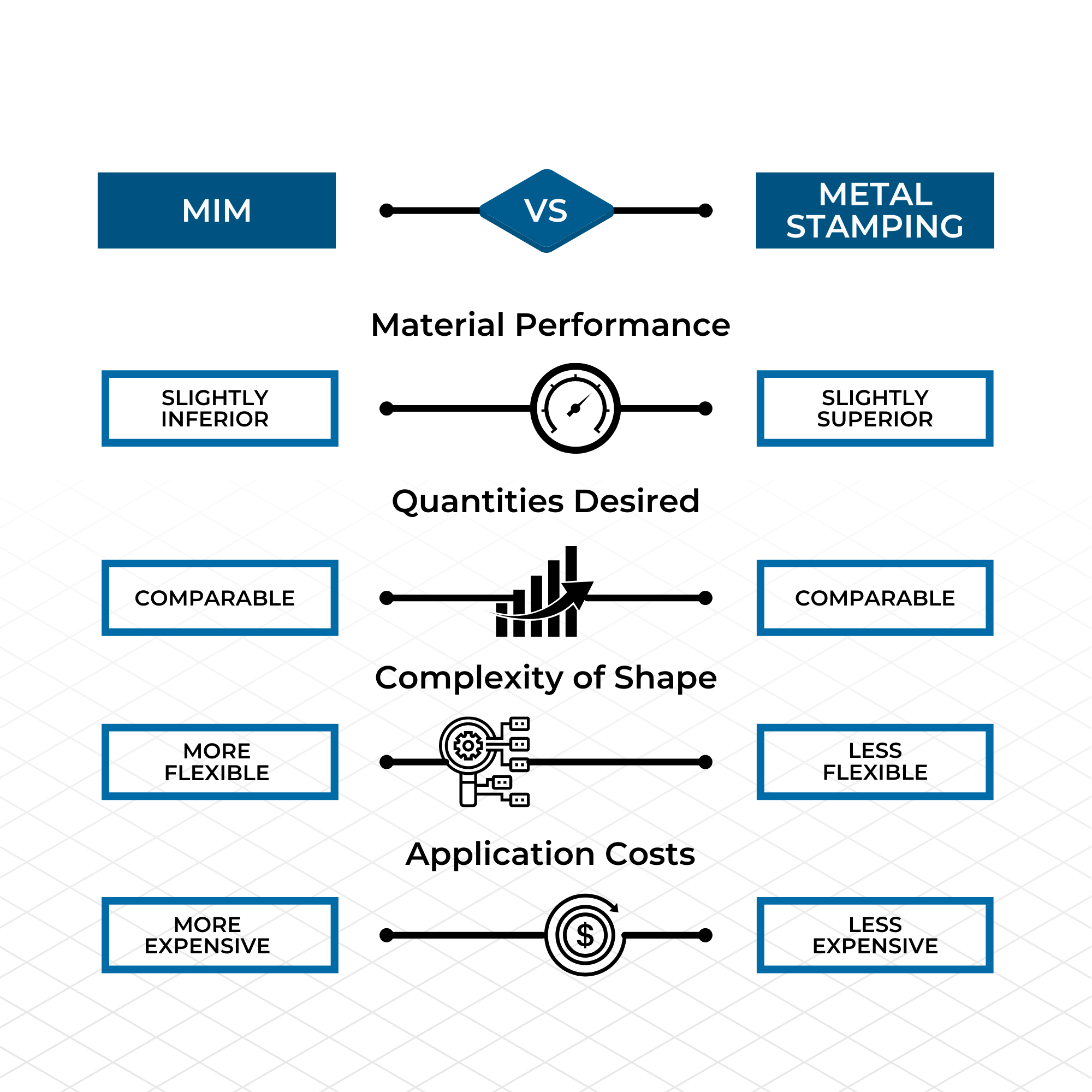 Along the continuum of metal processing methodologies, metal stamping affords a brief mention. Obviously metal stamping is extremely efficient in terms of low cost, processing ease and lower scale technical input requirements. Part complexity is inferior to even the most basic MIM part. The requirement of obtaining sheet stock in the proper alloy configuration is also a limiting factor. Tooling can range from simple to very complex as slides, progressive dies and post forming apparatus add to the time it takes to develop units that are production capable. Overall metal stamping is extremely efficient and very price competitive – possibly yielding one of the lowest price points in this comparative overview.
Along the continuum of metal processing methodologies, metal stamping affords a brief mention. Obviously metal stamping is extremely efficient in terms of low cost, processing ease and lower scale technical input requirements. Part complexity is inferior to even the most basic MIM part. The requirement of obtaining sheet stock in the proper alloy configuration is also a limiting factor. Tooling can range from simple to very complex as slides, progressive dies and post forming apparatus add to the time it takes to develop units that are production capable. Overall metal stamping is extremely efficient and very price competitive – possibly yielding one of the lowest price points in this comparative overview.
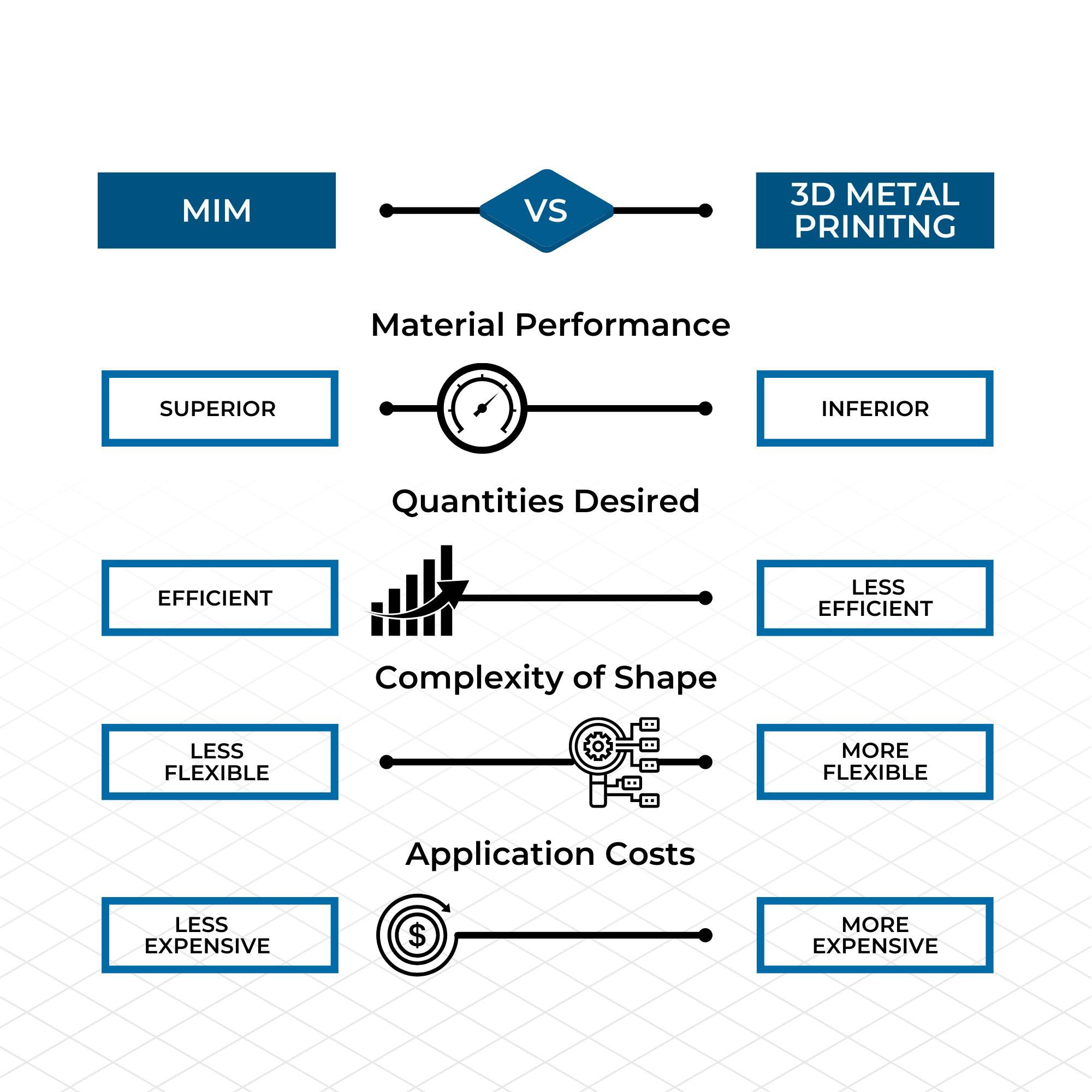 Engaging in a discussion on the process options of additive manufacturing reveals a plethora of possibilities from Direct Energy Deposition to Powder Bed Fusion to Binder Jet – all worthy of extended study and analysis. Rather than viewing additive manufacturing as an option to MIM the more proper view should be that of a complimentary perspective. Additive Manufacturing is a great tool for initiating prototypes to test the initial “fit and function” of metallic components, including MIM, thereby accelerating the production stage.
Engaging in a discussion on the process options of additive manufacturing reveals a plethora of possibilities from Direct Energy Deposition to Powder Bed Fusion to Binder Jet – all worthy of extended study and analysis. Rather than viewing additive manufacturing as an option to MIM the more proper view should be that of a complimentary perspective. Additive Manufacturing is a great tool for initiating prototypes to test the initial “fit and function” of metallic components, including MIM, thereby accelerating the production stage.
Additive Manufacturing comes with some inherent limitations. All the additive manufacturing technologies are quite slow compared to every other historically available metal forming process. The technology is evolving and continues to improve but efficiencies are still not comparable. Additionally, these additive processes produce grainy parts which are typically not cosmetically acceptable, especially for applications where the part is visible in end use. Material performance characteristics are potentially less than that of traditional metallic processing, especially MIM. The single most unique advantage is Additive Manufacturing’s ability to produce functional components within days – sometimes even hours. Additive manufacturing doesn’t typically require processing tooling other than complementary fixturing or holding devices.
Advanced Powder Products (APP) has a third option, which fills a unique void, called ProtoMIM. This process is further detailed in an additional paper which is contained in their web site. ProtoMIM provides a quicker entry point for exact production capable MIM components that are fully identical in terms of material properties and geometric expression. While Additive Manufacturing circumnavigates the ever-present tooling constraint required to produce metal components, ProtoMIM bridges that gap through a proprietary tool building program which offsets a significant portion of that same time constraint.