If you can dream it, we can build it. Our technical expertise starts at the beginning of the MIM process. First, in-house metallurgists and material scientists analyze your application goals and requirements. We consider strength, corrosion, durability, and resistance and select the most suitable materials to develop a suitable feedstock.
Although we can process BASF/ Catamold® feedstock, APP has a unique ability to select and manufacture metals and alloys that go beyond the common standards and outrival off the shelf products. Our mechanical properties exceed MPIF Standard 35. With the capability to both develop and manufacture components, we can seamlessly transfer the process of developed material directly into the manufacturing phase.
Material selection is a vital step in the design process. If you want your final product to outperform the competition, APP has got you covered. We offer:
As a leader in metal injection molding for the last 20 years, we pride ourselves on our material expertise. This guide walks you through typical material properties for MIM stainless steels. Need help choosing the best option? Let our application experts take a closer look. Call us at 814-342-5895 or email us at engineer@4-app.com
| Microstructure | Grade | Alloy Features | Applications |
|---|---|---|---|
| Precipitation Hardening | 17-4PH | Strength, Heat Treatable, Corrosion Resistance | Firearms, Medical Devices (mechanical joints, suturing saws, wound forceps), Hand & Power Tools, Sporting Goods, Electronics, Aerospace, Automotive, Fiber Optic Connectors, and Consumer Goods. |
| Austenitic | 316L | Superior Corrosion Resistance, Ductility, Non-magnetic | |
| Martensitic | 420, 440C | Hardness, Wear Resistance, Heat Treatable | |
| Ferritic | 430L | Magnetic Stainless Steel with Resistance to Atmospheric Corrosion and General Oxidation |
| Element | MIM 17-4PH SS | MIM 316L | MIM 420 | MIM 440 | MIM 430L |
|---|---|---|---|---|---|
| C | 0.07 max | .03 max | .15-.4 | .9-1.25 | .05 (max) |
| Si | 1.0 max | 1.0 max | 1.0 max | 1.0 max | 1.0 max |
| Cr | 15.5-17.5 | 16-18 | 12-14 | 16-18 | 16-18 |
| Mo | - | 2-3 | - | .75 max | - |
| Mn | 1.0 max | 2.0 max | 1.0 max | 1.0 max | 1.0 max |
| Fe | Bal. | Bal. | Bal. | Bal. | Bal. |
| Ni | 3-5 | 10-14 | - | .6 max | - |
| Cu | 3-5 | - | - | - | - |
| Nb | 0.15-0.45 | - | - | - | - |
| Material | Density (g/cm3) | YS (MPa) | UTS (MPa) | Elongation (%) | Unnotched Charpy impact energy (J) | Macro Hardness | Young's Modulus (GPa) |
|---|---|---|---|---|---|---|---|
| MIM 17-4 PH | 7.6 | 740 | 900 | 6 | 100 | 27-32 HRC | 190 |
| MIM 17-4 PH (H900) | 7.6 | 1100 | 1200 | 4 | 100 | 38-42 HRC | 190 |
| MIM 316L | 7.6 | 180 | 520 | 40 | 140 | 67 HRB | 190 |
| MIM 420 (heat treated) | 7.4 | 1200 | 1370 | - | 30 | 44 HRB | 190 |
| MIM 440 (heat treated) | 7.5 | 1600 | 1250 | 1 | 4 | 55 HRC | 190 |
| MIM 430L | 7.5 | 230 | 410 | 25 | 110 | 65 HRB | 190 |
* Handbook of Metal Injection Molding, 2nd ed. 2019. D.F. Heaney, Founder and CEO of Advanced Powder Products. ISBN:9780081021521
Download PDFAs a leader in metal injection molding for the last 20 years, we pride ourselves on our material expertise. This guide walks you through typical material properties for MIM low-alloy steels. Low-alloy steels exhibit superior mechanical properties to plain carbon steels due to the addition of alloying elements. MIM low-carbon steels can achieve higher densities and greater mechanical properties over castings. Need help choosing the best option? Let our application experts take a closer look. Call us at 814-342-5895 or email us at engineer@4-app.com
| Grade | Alloy Features | Applications |
|---|---|---|
| 2200, 2700, 8620, 9310 | Case Hardenable | Firearms, Consumer Goods, General, Industrial, Wood and Metal Cutting |
| 400 Series | General Purpose | |
| 52100 | High Wear Resistance |
| Element | MIM 4605 | MIM 4140 | MIM 4340 | MIM 2700 (FN08) | MIM 2200 (Fe-2Ni) | MIM 52100 | MIM 8620 | MIM 9310 | MIM 430L |
|---|---|---|---|---|---|---|---|---|---|
| C | .4-.6 | .3-.5 | .3-.5 | .1 max | .1 max | .8-1.2 | .15-.23 | .2 max | .05 (max) |
| Si | 1.0 max | .6 max | .5 max | 1.0 max | 1.0 max | - | 1.0 max | - | 1.0 max |
| Cr | - | .8-1.2 | .6-1.2 | - | - | 1.3-1.6 | .4-.6 | .3-.8 | 16-18 |
| Mo | .2-.5 | .2-.3 | .5 max | .5 max | .5 max | - | .15-.25 | .1-.25 | - |
| Mn | - | 1.0 max | .8 max | - | - | .25-.45 | .7-.9 | - | 1.0 max |
| Fe | Bal. | Bal. | Bal. | Bal. | Bal. | Bal. | Bal. | Bal. | Bal. |
| Ni | 1.5-2.5 | - | 1.25-2.0 | 6.5-8.5 | 1.5-2.5 | - | .4-.7 | 2.5-3.5 | - |
| Cu | - | - | - | - | - | .025 max | .035 max | .025 max | - |
| Nb | - | - | - | - | - | .025 max | .040 max | .025 | - |
| Material | Density (g/cm3) | YS (MPa) | UTS (MPa) | Elongation (%) | Unnotched Charpy impact energy (J) | Macro Hardness | Case Hardened | Young's Modulus (GPa) |
|---|---|---|---|---|---|---|---|---|
| MIM 4605 HT | 7.55 | 1480 | 1650 | 1 | 55 | 43-48 HRC | - | 210 |
| MIM 4140 HT | 7.5 | 1200 | 1600 | 5 | 75 | 43-48 HRC | - | 200 |
| MIM 4340 HT | 7.5 | 1100 | 1200 | 6 | - | 40-45 | - | - |
| MIM 2700 | 7.6 | 250 | 400 | 12 | 175 | 69 HRB | 50-56 HRC | 190 |
| MIM 2200 | 7.6 | 125 | 280 | 35 | 135 | 45 HRB | 56-62 HRC | 190 |
| MIM 51200 HT | 7.5 | 1100 | 1500 | 2 | - | 55-62 HRC | - | - |
| MIM 8620 | 7.5 | 130 | 320 | 25 | - | 100 HRB | - | - |
| MIM 9310 | 7.5 | 350 | 540 | 15 | - | 375 HV1 | 56-62 HRC | - |
* Handbook of Metal Injection Molding, 2nd ed. 2019. D.F. Heaney, Founder and CEO of Advanced Powder Products. ISBN:9780081021521
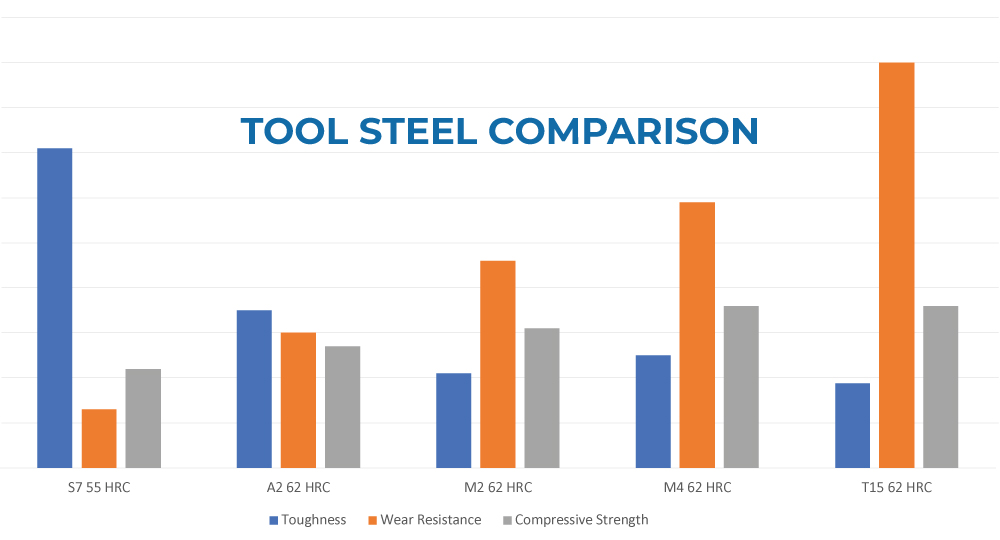
Download PDFAs a leader in metal injection molding for the last 20 years, we pride ourselves on our material expertise. This guide walks you through typical material properties for MIM Tool Steels. Tool steels are a family of steels that contain dispersed carbides in a hardened steel matrix. These steels are used in high impact, metal cutting, and many other hot and cold wear applications. Need help choosing the best option? Let our application experts take a closer look. Call us at 814-342-5895 or email us at engineer@4-app.com
| Grade | Hardness | Alloy Features | Applications |
|---|---|---|---|
| S7 | 55-60 HRC | High Impact Resistance, High Toughness | Firearms, Consumer Goods, General Industrial, Cutting Tools. |
| A2 | 60-65 HRC | Good Toughness, Moderate Wear Resistance | |
| M2/M4 | 60-65 HRC | Very Good Wear Resistance, Good Toughness | |
| T15 | 60-65 HRC | Extremely Good Wear Resistance |
| Alloy | C | Mn | Si | Cr | W | V | Ni | Mo | Co | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| MIM S7 | .45 - .65 | .9 max | .2 - 1.0 | 3.0 - 3.5 | - | - | - | 1.3 - 1.8 | - | - | Bal |
| MIM A2 | .95 - 1.05 | 1.00 max | .5 max | 4.75 - 5.5 | - | .15 - .5 | - | .9 - 1.4 | - | - | Bal |
| MIM M2 | .8 - 0.9 | - | - | 3.5 - 4.5 | 5.5 - 6.5 | 1.5 - 2.2 | - | 4.5 - 5.5 | - | - | Bal |
| MIM M4 | 1.25 - 1.4 | .15 - .4 | .2 - .45 | 3.75 - 4.75 | 5.25 - 6.65- | 3.75 - 4.5 | - | 4.25 - 5.5 | - | - | Bal |
| Material | Density (g/cm3) | YS (MPa) | UTS (MPa) | Elongation (%) | Unnotched Charpy impact energy (J) | Macro Hardness | Case Hardened | Young's Modulus (GPa) |
|---|---|---|---|---|---|---|---|---|
| MIM S7 HT | 7.4 | 1550 | 1750 | 2 | - | 45-53 HRC | - | - |
| MIM A2 HT | 7.5 | - | - | - | - | 55-63 HRC | - | - |
| MIM M2 HT | 7.9 | - | - | - | - | 55-65 HRC | - | - |
| MIM M4 HT | 7.9 | - | - | - | - | 60-65 HRC | - | - |
| MIM T15 HT | 8.2 | - | - | - | - | 60-65 HRC | - | - |
* All figures used with permission from the Handbook of Metal Injection Molding, 2nd ed 2019. D.F. Heaney, founder of Advanced Powder Products. ISBN: 9780081021521
Download PDF